Stredné a hrubé plechy sú široko používané v rôznych oblastiach ako namáhané diely, ako sú buldozéry, rýpadlá, nakladače, železničné osobné autá a iné stavebné stroje a lokomotívy. Stredné a ťažké dosky sa zvyčajne vzťahujú na kovové dosky s hrúbkou medzi 4,5 a 25 mm. Medzi spôsoby tvárnenia stredných a ťažkých plechov patrí najmä: ohýbanie ohraňovacím lisom, tvárnenie na valcovacom stroji a tvárnenie lisovaním. Ohýbanie (skladanie) je široko používaná a hojná metóda tvarovania produktovej rady pre stredné a hrubé plechy.
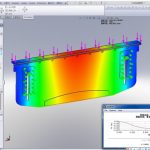
Ťažkosti pri ohýbaní dosiek sú dlhé obrobky, vysoký tlak, ťažké tvarovanie, nízka účinnosť a ťažko kontrolovateľná presnosť. Konečným výsledkom ohýbania je komplexné vyjadrenie parametrov materiálu, parametrov procesu a parametrov formy. Rozumná konštrukcia týchto parametrov je kľúčom k zlepšeniu ohýbacieho výkonu stredných a hrubých plechov.

Tonáž ohraňovacieho lisu (ohýbačka ohraňovacích lisov)
Prvým problémom, ktorému čelí ohýbanie stredného a hrubého plechu, je výber tonáže ohýbacieho lisu a to, či nosnosť prípravku a formy spĺňa požiadavky.
Sila F pôsobí ohýbacím ohraňovacím lisom na poháňanie vzájomného pohybu medzi hornou a spodnou formou, čím dochádza k ohýbaniu dosky. Pre ohýbanie platní z uhlíkovej ocele o 90° udáva WILA empirickú hodnotu napätia platne, ako je uvedené v tabuľke 1. Keď je hrúbka uhlíkovej ocele 20 mm, je možné zvoliť spodnú matricu s V=160 mm. V tomto čase je silové zaťaženie ohýbačky 150t/m.
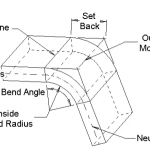
F = sila na jednotku dĺžky (t/m);
S = hrúbka materiálu (mm);
ri= polomer ohybu vnútorného rohu (mm);
V= spodná veľkosť otvoru matrice (mm);
B= najkratšia hrana príruby (mm) );
hliník: F x 50 %;
hliníková zliatina: F × 100 %;
nehrdzavejúca oceľ: F × 150 %;
razenie a ohýbanie: F×(3~5)

Ťažká hydraulická svorka
Metódy nosnosti horných hydraulických svoriek WILA pre veľké zaťaženie zahŕňajú zaťaženie zhora a ramena a maximálne zaťaženie je 250 t/m a 800 t/m. Silový povrch upínadla využíva technológiu CNC hlbokého kalenia. Tvrdosť podľa Rockwella je 56 ~ 60 HRC a hĺbka kalenia je až 4 mm, čo má vysokú tvrdosť a silnú odolnosť proti opotrebovaniu. Hydraulická svorka využíva hydraulické rýchle upínanie a roztiahnutie hydraulickej hadice poháňa pohyb upínacieho čapu tak, že forma sa automaticky usadí a ohybová línia sa automaticky vycentruje. Pre ohýbaciu formu s celkovou dĺžkou 6 metrov trvá úplné upnutie hydraulického upínania len asi 5 sekúnd a komplexná efektivita použitia je 3 až 6-krát vyššia ako pri bežnom ručnom upínacom systéme.

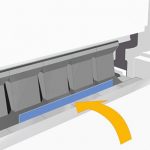
Kompenzačný pracovný stôl pre ťažké stroje
Na ohýbanie stredných a hrubých plechov môže nová verzia vysokovýkonného mechanického kompenzačného stola WILA nielen ľahko splniť požiadavky na zaťaženie, ale aj kompenzovať priehyb a deformáciu ohýbacieho stroja. Pracovný stôl s mechanickou kompenzáciou využíva hydraulické upínanie, presnosť povrchu môže dosiahnuť ± 0,01 mm, tvrdosť Rockwell je 56 ~ 60 HRC a hĺbka kalenia je až 4 mm. Pracovný stôl s mechanickou kompenzáciou využíva univerzálne inštalačné rozhranie UPB WILA, ktoré sa ľahko inštaluje a má vyššiu presnosť. Má tiež vlastné nastavenia smeru Tx a Ty, ktoré môžu zabezpečiť, že pracovný stôl a zadný doraz zostanú rovnobežné v prednom a zadnom smere a môžu vykonávať lokálnu korekciu uhlovej odchýlky.

Ťažká ohýbacia matrica/nástroj
Kvôli hrúbke dosky sa na ohýbanie stredných a hrubých dosiek vo všeobecnosti vyberá spodná forma s väčšou veľkosťou otvoru (V24 ~ V300) a forma s väčšou nosnosťou. Celkové rozmery formy sú vo všeobecnosti veľké a hmotnosť formy presahuje normálnu manipulačnú kapacitu operátora. Patentovaná technológia WILA E2M (Easy to Move) s pomocou valivých ložísk umožňuje operátorom pohodlne, bezpečne a rýchlo presúvať ťažké ohýbacie formy, čo výrazne šetrí čas na výmenu formy a úpravu stroja.
Môžu byť poskytnuté ohýbacie formy s rôznymi tvarmi nožov a spodnými otvormi foriem, ktoré vyhovujú potrebám zákazníka, ako sú rovné nože, scimitare s husím krkom, filetové formy a multi-V formy. Vďaka presnému brúseniu kľúčových častí je rozmerová presnosť formy až ±0,01 mm. Spracovaním CNC technológie hlbokého kalenia a kalenia môže tvrdosť formy dosiahnuť 56 ~ 60 HRC a hĺbka vytvrdenej vrstvy môže dosiahnuť 4 mm.

Na ohýbanie stredných a hrubých plechov s rôznou hrúbkou plechu poskytuje WILA aj formy Multi-V, ktoré sú dostupné v dvoch formách: automatický nastaviteľný V port a manuálne nastaviteľný V port, ako je znázornené na obrázku 6. Prostredníctvom numerického riadiaceho motora resp. nastavovacieho bloku, veľkosť otvoru V spodnej formy je možné ľubovoľne nastaviť podľa charakteristík dosky, čo je vhodné najmä na ohýbanie stredných a hrubých plechov s vysokým odrazom a vysokou pevnosťou. Forma Multi-V sa zároveň dodáva s tvrdenými valcami s nízkym koeficientom trenia, čo môže výrazne znížiť vonkajšie záhyby ohýbaných častí a súčasne môže znížiť ohýbanie o 10% ~ 30% v porovnaní s tradičná spodná forma.

Súvisiace produkty
 Ako si vybrať tonáž hydraulického ohraňovacieho stroja
Ako si vybrať tonáž hydraulického ohraňovacieho stroja- Využite zručnosti CNC ohýbačky
- Princíp činnosti a zloženie CNC ohýbačky ohraňovacích lisov
- Ako si vybrať vhodnú matricu ohýbačky ohraňovacieho lisu
- Konvenčná postupnosť ohýbania a špecifikácia denného používania formy ohýbačky
- Prečo pridať kompenzačný systém k ohýbaciemu lisu
- Ako vypočítať povolený ohyb pre váš ohraňovací lis
- Čína lis na ohýbanie lisu na ohýbanie stroja
- Z čoho sú lisovacie lisovacie nástroje vyrobené? Čo sú ohraňovacie nástroje?
- Výhody a nevýhody ohraňovacích lisov