Konvenčná postupnosť ohýbania
1. Najprv krátka strana a najskôr dlhá strana: Všeobecne povedané, keď sú všetky štyri strany ohnuté, skladanie najskôr krátkej strany a potom dlhej strany je prospešné pre spracovanie obrobku a montáž ohýbacej formy.
2. Najprv periféria a potom stred: Za normálnych okolností zvyčajne začína od okraja obrobku a ohýba sa smerom k stredu obrobku.
3. Najprv čiastočné, potom celé: Ak sú vo vnútri alebo mimo obrobku nejaké štruktúry, ktoré sa líšia od iných ohýbacích štruktúr, vo všeobecnosti sa najprv ohýbajú tieto štruktúry a potom ostatné časti.
4. Zvážte situáciu rušenia a primerane usporiadajte postupnosť ohýbania: postupnosť ohýbania nie je statická a postupnosť spracovania by sa mala primerane upraviť podľa tvaru ohýbania alebo prekážok na obrobku.

Špecifikácia denného používania formy ohýbacieho stroja
1. Zapnite napájanie ohýbacieho lisu, otočte kľúčový prepínač, stlačte olejové čerpadlo na spustenie, olejové čerpadlo ohýbačky sa začne otáčať a stroj ešte nezačal pracovať.
2. Pri oficiálnom spustení formy ohýbacieho stroja si nastavenie zdvihu vyžaduje skúšobnú prevádzku. Keď horná matrica ohýbacieho stroja klesá na dno, musí existovať medzera hrúbky dosky. V opačnom prípade to spôsobí poškodenie formy a stroja. Nastavenie zdvihu má tiež elektrické rýchle nastavenie a manuálne jemné nastavenie.
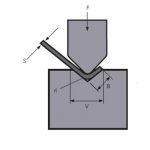
3. Na výber zárezu formy ohýbacieho stroja sa spravidla volí zárez 8-násobku šírky hrúbky plechu. Ak ohýbate 4 mm plech, musíte zvoliť štrbinu asi 32.

4. Skontrolujte prekrytie a pevnosť hornej a dolnej formy ohýbačky; skontrolujte, či polohovacie zariadenia spĺňajú požiadavky na spracovanie. Často kontrolujte prekrytie hornej a dolnej formy; či pokyny tlakomera zodpovedajú predpisom.
5. Keď je plech ohnutý, musí byť zhutnený, aby sa zabránilo zdvihnutiu plechu a zraneniu operátora počas ohýbania.
6. Pri nastavovaní plechovej matrice musí byť prerušené napájanie a prevádzka by mala byť zastavená.
7. Pri zmene otvoru spodnej matrice variabilného ohýbacieho stroja sa nesmie žiadny materiál dotýkať spodnej matrice.
8. Je zakázané používať ohýbacie nástroje na ohýbanie príliš hrubých železných plechov alebo kalených oceľových plechov, ušľachtilých legovaných ocelí, štvorcových ocelí a plechov, ktoré presahujú výkon ohýbačky plechu, aby nedošlo k poškodeniu obrábacieho stroja. .
9. Vypnite ohýbačku a umiestnite drevené bloky na spodné formy pod valce na oboch stranách, aby ste spustili hornú posuvnú dosku na drevené bloky. Najprv ukončite program riadiaceho systému a potom vypnite napájanie.

Súvisiace produkty
 Pravidlá bezpečnej prevádzky hydraulického lisu
Pravidlá bezpečnej prevádzky hydraulického lisu- Ako si vybrať vhodnú matricu ohýbačky ohraňovacieho lisu
- Využite zručnosti CNC ohýbačky
- WILA Efektívne riešenie ohýbania stredných a hrubých plechov
- Ako si vybrať tonáž hydraulického ohraňovacieho stroja
- Bežné chyby a spôsob ich odstraňovania pre štvorstĺpcový hydraulický lis
- Oprava bežných porúch hydraulických nožníc a údržba systému olejových okruhov
- Prečo pridať kompenzačný systém k ohýbaciemu lisu
- Čo je korunovanie lisu
- Ako vypočítať povolený ohyb pre váš ohraňovací lis