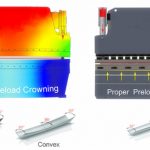
CNC ohýbačka je dôležitým zariadením pri spracovaní plechov a jej presnosť práce priamo ovplyvňuje presnosť ohýbania obrobku. V procese ohýbania obrobku je ohraňovací lis vystavený najväčšej sile na oboch koncoch posúvača a reakčná sila pri ohýbaní dosky spôsobuje konkávnu deformáciu na spodnej ploche posúvača. Deformácia strednej časti posúvača je najväčšia a konečný uhol ohybu obrobku Veľkosť sa mení po celej dĺžke.
Pracovný stôl - plné zaťaženie - deformácia


Aby sa eliminovali nepriaznivé vplyvy spôsobené deformáciou šmýkadla, je potrebné kompenzovať priehybovú deformáciu šmýkadla. Zvyčajné metódy kompenzácie zahŕňajú hydraulickú kompenzáciu a mechanickú kompenzáciu, pričom obe spôsobujú, že stred pracovného stola vytvára pružnú deformáciu smerom nahor na odsadenie Deformácia saní obrábacieho stroja zaisťuje presnosť povrchu spoja obrábania a zlepšuje presnosť obrobku.


Tabuľka analýzy bezpečnostných faktorov plesní

Dva spôsoby kompenzácie
1. Hydraulická kompenzácia
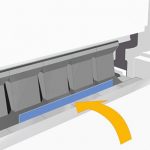
Hydraulický mechanizmus automatickej kompenzácie priehybu pracovného stola sa skladá zo skupiny olejových valcov inštalovaných v spodnom pracovnom stole. Poloha a veľkosť každého kompenzačného valca sú navrhnuté podľa krivky kompenzácie priehybu posúvača a analýzy konečných prvkov pracovného stola. Hydraulická kompenzácia je kompenzácia vydutia neutrálnej verzie, ktorá sa realizuje prostredníctvom relatívneho posunutia medzi prednými, strednými a zadnými tromi vertikálnymi doskami. Princípom je realizovať vydutie pružnou deformáciou samotnej oceľovej dosky, takže veľkosť kompenzácie môže byť nastavená v rámci elastického rozsahu pracovného stola.

2. Mechanická kompenzácia
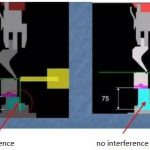
Mechanická kompenzácia sa skladá zo sady vyčnievajúcich šikmých klinov so šikmými plochami a každý vyčnievajúci klin je navrhnutý podľa krivky vychýlenia posúvača a pracovného stola na základe analýzy konečných prvkov. Číslicový riadiaci systém vypočíta požadované množstvo kompenzácie podľa zaťažovacej sily, keď je obrobok ohnutý (táto sila spôsobí vychýlenie a deformáciu posúvača a vertikálnej dosky pracovného stola) a automaticky riadi relatívny pohyb konvexných klinov, aby efektívne kompenzovať deformáciu vychýlenia spôsobenú posuvným blokom a vertikálna doska pracovného stola môže získať ideálny ohýbací obrobok. Mechanická kompenzácia vychýlenia sa realizuje riadením polohy, aby sa dosiahlo "predbežné narážanie". Sada klinov tvorí líniu v smere dĺžky pracovného stola. Krivka s rovnakým vychýlením robí medzeru medzi hornou a spodnou formou konzistentnou počas ohýbania, čím zabezpečuje rovnaký uhol ohýbaného obrobku v smere dĺžky.


Súvisiace produkty
 Bežné mechanické poruchy a údržba ohýbačiek ohraňovacích lisov
Bežné mechanické poruchy a údržba ohýbačiek ohraňovacích lisov- Čína lis na ohýbanie lisu na ohýbanie stroja
- 4 kroky k poznaniu E21 Systém CNC ohýbačky plechu
- Čo je korunovanie lisu
- Ako si vybrať tonáž hydraulického ohraňovacieho stroja
- Z čoho sú lisovacie lisovacie nástroje vyrobené? Čo sú ohraňovacie nástroje?
- Ako urobiť kompenzáciu priehybu pre CNC ohýbačku plechu
- Využite zručnosti CNC ohýbačky
- Koľko typov hydraulických ohraňovacích bŕzd
- Ako si vybrať vhodný CNC hydraulický ohraňovací lis