Čo je ohraňovací lis?
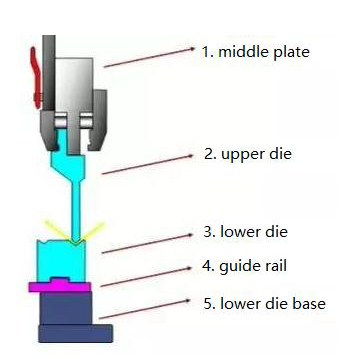
Ohraňovací lis je nástroj používaný ohraňovacím lisom na vytváranie plechu. Toto náradie pozostáva z rôznych častí a rôzne nástroje sa skladajú z rôznych častí.
Realizuje predovšetkým opracovanie tvaru dielcov zmenou fyzikálneho stavu tvarovaného materiálu. je to nástroj na výrobu polotovaru do časti určitého tvaru a veľkosti pod lisovaním ohraňovacieho lisu.
Bežne používané lisovacie ohraňovací lisy
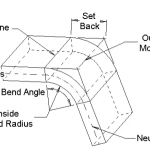
Vo všeobecnosti je výška prírubovej hrany L≥3t (t=hrúbka plechu). Ak je výška prírubového okraja príliš malá, ani použitie ohýbacieho nástroja nie je vhodné na tvarovanie.
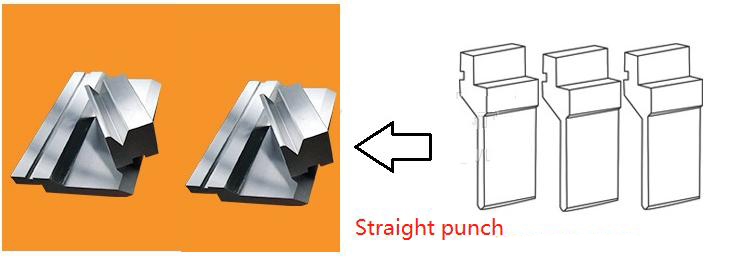
Klasifikácia ohraňovacích lisovníkov
| Typ dierovača | Hlavná aplikácia |
| Rovný úder | Spracované uhly ≥90° |
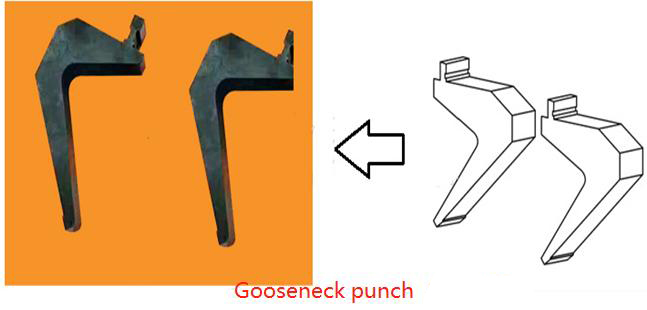
| Úder z husieho krku | Spracované uhly ≥90° |
| Akútny úder | Spracované uhly ≥ 30° |
Zomrieť
| Typ dierovača | Hlavná aplikácia |
| Spievaj V die | 1. Zatiaľ čo uhol v = 88 (ref), schopný ohýbať uhly ≥ 90° |
| Dvojité V die | 2. Zatiaľ čo uhol V = 30°(ref), schopný ohýbať uhly ≥ 30° |
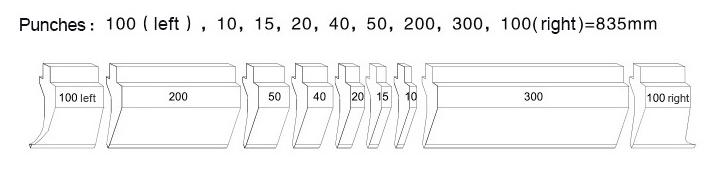
Ohraňovací lis na segment
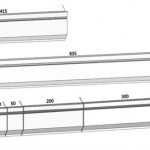
Vo všeobecnosti je štandardná dĺžka ohraňovacieho lisu a matrice 835 mm. Aby sa ohýbal obrobok v rôznych dĺžkach, razník a matrica sú rozdelené na nižšie uvedené veľkosti:
10+15+20+40+50+100+100+200+300=835

Materiály lisovacích bŕzd
Všeobecne platí, že materiály lisovacej matrice vrátane ocele T8, ocele T10, 42CrMo a Cr12MoV. Cr12MoV je tiež dobrý materiál. Výkon používania môže byť spokojný, proces
výkon je tiež dobrý, ale cena bude vysoká.
42CrMo je vysokopevnostná zliatina kalená a temperovaná oceľ s vysokou pevnosťou a silnou húževnatosťou. Môže pracovať pri teplote -500 ° ℃.
Ako zvoliť parametre ohraňovacieho lisu Vzorec výšky ohraňovacieho lisu
- Zdvih (mm)=denné svetlo - výška strednej dosky - výška hornej matrice - výška spodnej matrice (spodná výška matrice - 0,5V+t)
t = hrúbka dosky ( mm )
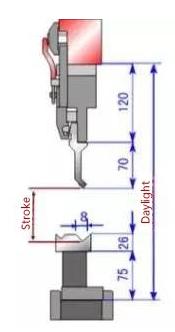
Dané: denné svetlo 370mm, max zdvih 100mm
Dosah: zdvih = 370-120-70-75-(26-0,5*8+t)= (83-t) mm
Poznámka: 0,5 V < maximálny zdvih
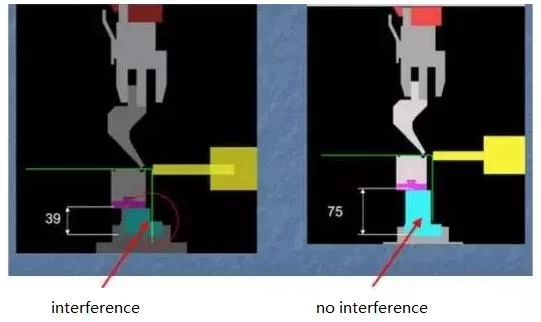
Upozorňujeme, že spodná základňa matrice má tiež veľa rôznych výšok, ktoré sa používajú na rôzne účely výroby. Takže pri výbere spodnej základne matrice na to nezabudnite.
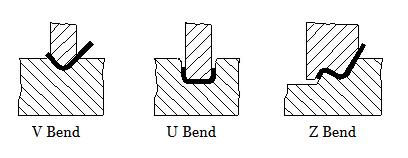
Spodný typ matrice
Vo všeobecnosti má spodná matrica jeden typ V a typ dvojitého V, medzi ktorými je rozdelená na oddelenú matricu a matricu plnej dĺžky. Iná matrica sa aplikuje na iné výrobné zariadenie
Avšak matrica s jedným V má oveľa širšie uplatnenie ako matrica s dvojitým V, zatiaľ čo oddelená matrica sa používa častejšie ako matrica s plnou dĺžkou.
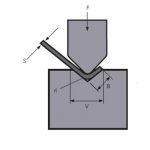
Spodná šírka matrice, uhol drážky V
Výber V drážky a hrúbka dosky (T):
| T | 0.5~2.6 | 3~8 | 9~10 | ≥12 |
| V | 6×T | 8×T | 10 x T | 12×T |
Uhol V spodnej matrice je rovnaký ako uhol hornej matrice.
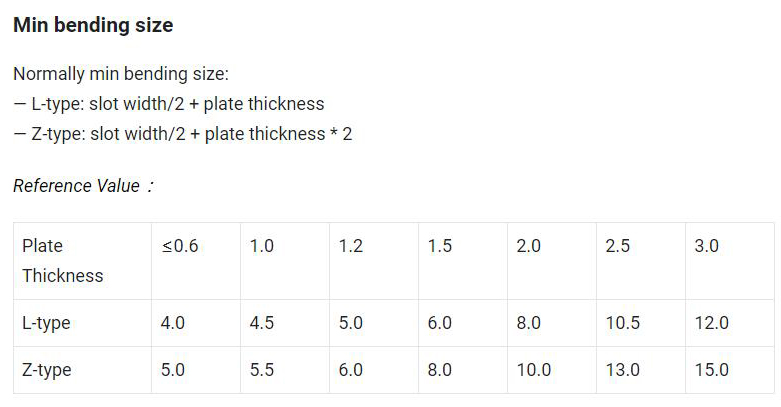
| Hrúbka plechu | ≤0,6 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 |
| Šírka matrice | 4 | 6 | 8 | 10 | 12 | 16 | 18 |
Aby sa v nejakom špeciálnom prípade zvolila malá V matrica na účely ohýbania, rozpätie každého razníka by sa malo zvýšiť o 0,2 mm
Pre viac podrobností nás prosím kontaktujte, poskytneme vám úplné riešenie.
Súvisiace produkty
 Ako vypočítať povolený ohyb pre váš ohraňovací lis
Ako vypočítať povolený ohyb pre váš ohraňovací lis- Prečo pridať kompenzačný systém k ohýbaciemu lisu
- WILA Efektívne riešenie ohýbania stredných a hrubých plechov
- Ako si vybrať vhodnú matricu ohýbačky ohraňovacieho lisu
- Ako si vybrať tonáž hydraulického ohraňovacieho stroja
- Čo je korunovanie lisu
- Bežné mechanické poruchy a údržba ohýbačiek ohraňovacích lisov
- Koľko typov hydraulických ohraňovacích bŕzd
- Ohraňovací lis China 40 Ton
- Čína lis na ohýbanie lisu na ohýbanie stroja