Hydraulické ohýbacie stroje/hydraulický ohraňovací lis možno rozdeliť podľa spôsobu synchronizácie: hydraulický Synchrónny ohýbací stroj s krútiacim momentom, CNC ohraňovací lis a elektrohydraulický cnc ohraňovací lis A možno rozdeliť do nasledujúcich typov pohybu: nahor, nadol .
Ohýbanie ohraňovacích lisov vyžaduje rôzne metódy prístupu na dosiahnutie požadovaných potrebných výsledkov. Od formovania stožiarov veterných veží až po zložité komponenty elektrických skríň sú ohraňovacie lisy životne dôležitým nástrojom pre výrobcu a kľúčom k ich úspešnej prevádzke je vedomie, že nie všetko ohýbanie je rovnaké. Pochopenie procesu, nástrojov a materiálu (keďže všetky ohýbané kovy budú reagovať inak na každý proces ohýbania) je nevyhnutné na rýchle a opakované získavanie presných dielov.
hydraulický Synchrónny momentový ohýbací stroj/ hydraulický Synchrónny momentový ohraňovací lis

Dvojité valce ovládajú pohyb posúvača nahor a nadol
Mechanická synchronizácia krútiaceho momentu
CNC ohraňovací lis a elektrohydraulický ohraňovací lis


CNC lisovacie brzdy: tieto typy bŕzd majú najvyššiu presnosť a schopnosti prispôsobenia, využívajúc počítačovú technológiu na kontrolu presnosti a zvýšenie účinnosti. Pri použití CNC brzdových lisov sú údaje, ako je uhol ohybu, hrúbka plechu, šírka a sklon, zadané do ovládača vyškoleným operátorom a brzda sa ľahko postará o zvyšok.
Ako vypočítať tonáž ohraňovacích lisov

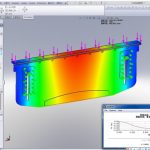
Počas procesu ohýbania sa na materiál pôsobí sila medzi hornou a spodnou matricou, čo spôsobuje plastickú deformáciu materiálu. Pracovná tonáž sa vzťahuje na prehnaný tlak, keď je zvuk zložený. Faktory ovplyvňujúce určenie pracovnej tonáže sú: polomer ohybu, spôsob ohybu, zápustkový pomer, dĺžka kolena, hrúbka a pevnosť ohýbaného materiálu atď.
Výpočty tonáže ohraňovacieho lisu sú relatívne jednoduché. Trik je vedieť, kde, kedy a ako ich aplikovať. Začnime s výpočtom tonáže, ktorý je založený na bode, kde sa zlomí výťažnosť materiálu a začína skutočné ohýbanie. Vzorec je založený na oceli AISI 1035 valcovanej za studena s pevnosťou v ťahu 60 000 PSI. To je náš základný materiál. Základný vzorec je nasledujúci:

P: Ohybová sila (kn)
S: hrúbka dosky (mm)
L: šírka dosky (m)
V: šírka štrbiny spodnej matrice (mm)

Príklad 1:
S=4mm L=1000mm V=32mm, vyhľadajte tabuľku a získajte P=330kN
2. Táto tabuľka je vypočítaná na základe materiálov s pevnosťou Оb=450N/mm2. Pri ohýbaní iných rôznych materiálov je ohybový tlak súčinom údajov v tabuľke a nasledujúcich koeficientov;
Bronz (mäkký): 0,5; nehrdzavejúca oceľ: 1,5; hliník (mäkký): 0,5; chróm molybdénová oceľ: 2,0.
Približný výpočtový vzorec pre ohybový tlak: P=650s2L/1000v
Veľkosť najmenšieho ohybu:
A. Jednoduché skladanie/ohýbanie:


B. Ohýbanie / skladanie Z


Príklad 2:
Hrúbka dosky S=4mm, šírka L=3m, ob=450N/mm2
Vo všeobecnosti šírka drážky V=S*8 Preto P=650423/4*8=975(KN)= 99,5 (tona)
Výsledok je veľmi blízky údajom v tabuľke ohybovej sily.
Ako vidíte, metóda č. 1 na výpočet tonáže ohraňovacieho lisu je založená na materiáli mäkkej ocele.
Čo ak je materiálom nehrdzavejúca oceľ, hliník alebo mosadz?
Je to jednoduché, vynásobte výsledky vypočítané podľa vyššie uvedeného vzorca koeficientmi v nasledujúcej tabuľke:
| Materiál | Koeficienty |
| Mäkká oceľ | 1 |
| Nehrdzavejúca oceľ | 1.6 |
| hliník | 0.65 |
| Mosadz | 0.5 |
Súvisiace produkty
 Čína lis na ohýbanie lisu na ohýbanie stroja
Čína lis na ohýbanie lisu na ohýbanie stroja- Prečo pridať kompenzačný systém k ohýbaciemu lisu
- Bežné mechanické poruchy a údržba ohýbačiek ohraňovacích lisov
- Ako si vybrať vhodnú matricu ohýbačky ohraňovacieho lisu
- Princíp činnosti a zloženie CNC ohýbačky ohraňovacích lisov
- 2021 Ultimate Guide of Metal Brake Machine
- 4 kroky k poznaniu E21 Systém CNC ohýbačky plechu
- Ohraňovací lis China 40 Ton
- Z čoho sú lisovacie lisovacie nástroje vyrobené? Čo sú ohraňovacie nástroje?
- Bežné chyby a spôsoby odstraňovania problémov 100t štvorstĺpcového hydraulického lisu