Aby sa eliminovali nepriaznivé vplyvy spôsobené deformáciou šmýkadla, je potrebné kompenzovať priehybovú deformáciu šmýkadla. Spôsoby kompenzácie, ako je uvedené nižšie:
1. Hydraulická kompenzácia
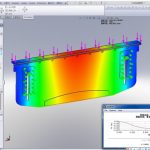
Hydraulický mechanizmus automatickej kompenzácie priehybu pracovného stola sa skladá zo skupiny olejových valcov inštalovaných v spodnom pracovnom stole. Poloha a veľkosť každého kompenzačného valca sú navrhnuté podľa krivky kompenzácie priehybu posúvača a analýzy konečných prvkov pracovného stola.
Hydraulická kompenzácia vydutia neutrálnej verzie sa realizuje prostredníctvom relatívneho posunutia medzi prednými, strednými a zadnými tromi vertikálnymi doskami. Princípom je realizovať vydutie pružnou deformáciou samotnej oceľovej dosky, takže kompenzácia môže byť realizovaná v rámci pružného rozsahu nastavenia pracovného stola.

2. Metóda tabuľky mechanickej kompenzácie
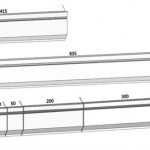
Vyčnievajúce kliny sú zložené zo súboru vyčnievajúcich šikmých klinov so šikmými plochami. Každý vyčnievajúci klin je navrhnutý podľa krivky priehybu klzného bloku a pracovného stola analýzou konečných prvkov.
Číslicový riadiaci systém vypočíta požadované množstvo kompenzácie podľa zaťažovacej sily pri ohýbaní obrobku (táto sila spôsobí vychýlenie a deformáciu posúvača a vertikálnej dosky pracovného stola) a automaticky riadi relatívny pohyb konvexného klinu. Tým môže účinne kompenzovať deformáciu vychýlenia spôsobenú posuvným blokom a vertikálnou doskou pracovného stola a môže získať ideálny ohýbací obrobok.
Mechanická kompenzácia priehybu sa realizuje riadením polohy "predbežku" a vytvára sa sústava klinov v smere dĺžky pracovného stola. Krivka s rovnakým skutočným vychýlením spôsobuje, že medzera medzi hornou a spodnou formou je počas ohýbania konzistentná a zabezpečuje rovnaký uhol ohýbaného obrobku v smere dĺžky.

Výhody mechanickej kompenzácie
1) Mechanická kompenzácia môže dosiahnuť presnú kompenzáciu vychýlenia po celej dĺžke pracovného stola. Mechanická kompenzácia priehybu má dlhotrvajúcu stabilitu, znižuje frekvenciu údržby hydraulickej kompenzácie (napríklad únik oleja) a je bezúdržbová počas životnosti obrábacieho stroja.
2) Pretože mechanická kompenzácia vychýlenia má viac kompenzačných bodov, CNC plechová brzda môže dosiahnuť lineárnu kompenzáciu pri ohýbaní obrobku počas práce a môže zlepšiť ohybový účinok obrobku.
3) Mechanická kompenzácia využíva potenciometer na meranie polohy spätného signálu. Ako numerická riadiaca os realizuje digitálne riadenie a spresňuje hodnotu kompenzácie.
Súvisiace produkty
 Prečo pridať kompenzačný systém k ohýbaciemu lisu
Prečo pridať kompenzačný systém k ohýbaciemu lisu- Hydraulický ohraňovací lis pre nehrdzavejúcu oceľ
- Bežné mechanické poruchy a údržba ohýbačiek ohraňovacích lisov
- Bežné chyby a spôsoby odstraňovania problémov 100t štvorstĺpcového hydraulického lisu
- Hydraulický tandemový ohraňovací lis
- Elektrohydraulická synchrónna VS torzná osová synchrónna CNC ohýbačka
- Hydraulický ohraňovací lis CNC DA66T
- IPG uzavretý typ dosky 4KW vláknový laserový rezací stroj na kov
- Čína lis na ohýbanie lisu na ohýbanie stroja
- Koľko typov hydraulických ohraňovacích bŕzd