V posledných rokoch sa stroje na ohýbanie kovových bŕzd široko používajú v rôznych priemyselných odvetviach a rozsah spracovania ohýbačiek sa rozširuje. Neprebehla však systematická diskusia o výpočte ohybovej sily. V súčasnosti sú v návodoch rôznych výrobcov ohýbacích lisov odporúčané zhruba dva typy vzorcov na výpočet ohybovej sily.
![]()
P - ohybová sila, KN;
S - hrúbka plechu, mm;
l - dĺžka ohybu plechu, m;
V - šírka spodného otvoru matrice, mm;
σb - Pevnosť materiálu v ťahu, MPa.
Tabuľka parametrov ohybovej sily odporúčaná výrobcom je tiež vypočítaná podľa vyššie uvedeného vzorca.
Proces odvodenia a rozsah použitia vzorca na výpočet ohybovej sily
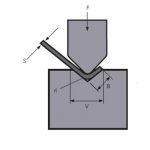
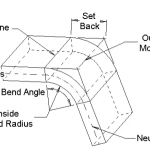
Obrázok 1 je schematický diagram práce pri ohýbaní plechu. Nasleduje opis procesu odvodenia vzorca na výpočet ohybovej sily a dvoch dodatočných podmienok parametrov. Po prvé, v príručke k produktu sú takéto odporúčania. Pri voľnom ohýbaní je zvolená šírka otvoru spodnej formy V 8 až 10-násobok hrúbky plechu S. Tu vezmeme pomer strán .

Obrázok 1 Schematický diagram ohýbania
P - ohybová sila
S - hrúbka plechu
V - spodná šírka otvoru matrice
r - vnútorný polomer pri ohýbaní plechu
K - šírka horizontálneho priemetu ohybovej deformačnej zóny![]() =9
=9
Po druhé, výrobca uvádza zodpovedajúce hodnoty šírky matrice V a vnútorného priemeru r ohýbaného obrobku v tabuľke parametrov ohybovej sily. Všeobecne r = (0,16~0,17)V. Tu je pomer priemeru k šírke ![]() =0.16.
=0.16.
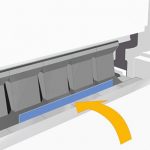
Počas procesu ohýbania plechu je materiál v deformačnej zóne vo vysoko plastickom deformačnom stave a je ohnutý pod uhlom okolo stredovej čiary. Na vonkajšom povrchu ohybovej zóny sa v niektorých prípadoch môžu objaviť mikrotrhliny. Na priereze deformačnej zóny, okrem okolia centrálnej vrstvy, sú napätia v ostatných bodoch blízke pevnosti v ťahu materiálu. Horná časť neutrálnej vrstvy je stlačená a spodná časť je napnutá. Obrázok 2 znázorňuje prierez a zodpovedajúci diagram napätia v deformačnej zóne.

Obrázok 2 Diagram napätia
S - hrúbka plechu
l - dĺžka ohybu plechu
Ohybový moment na priereze deformačnej zóny je:

Ohybový moment generovaný ohybovou silou stroja v deformačnej zóne je (pozri obrázok 1):
![]()
Od![]()
![]()
Pri použití univerzálnych foriem na voľné ohýbanie na ohýbacom stroji je väčšina plechu ohnutá o 90°. Ako je znázornené na obrázku 3. K je:
![]()
Dosadením K do rovnice (1) dostaneme:

Pevnosť v ťahu bežných materiálov σb=450N/mm2, pričom vzorec (2) sa nahradí:
![]()
Z procesu odvodzovania je možné vidieť, že pri použití rovnice (2) alebo rovnice (3) na výpočet ohybovej sily, dve dodatočné
musia byť splnené vyššie uvedené podmienky parametrov. Teda pomer strán![]() = 9, pomer priemeru k šírke
= 9, pomer priemeru k šírke![]() = 0,16, inak to spôsobí veľkú chybu.
= 0,16, inak to spôsobí veľkú chybu.

Obrázok 3 Voľné ohýbanie
S - hrúbka plechu
r - vnútorný polomer pri ohýbaní plechu
K - šírka horizontálneho priemetu ohybovej deformačnej zóny
Nové metódy a kroky na výpočet ohybovej sily
Kvôli požiadavkám na dizajn alebo proces je niekedy ťažké splniť dve vyššie uvedené dodatočné požiadavky súčasne. V súčasnosti by sa na výpočet ohybovej sily nemal používať odporúčaný výpočtový vzorec, ale mal by sa vykonať podľa nasledujúcich krokov.
(1) Podľa hrúbky dosky S, polomeru ohybu r a spodného otvoru matrice V sa vypočíta pomer šírky k hrúbke a pomer priemeru k šírke.
(2) Vypočítajte šírku priemetu deformačnej zóny podľa deformácie plechu.
(3) Na výpočet ohybovej sily použite vzorec (1).
V procese výpočtu sa bral do úvahy rozdiel polomeru ohybu a zmena zodpovedajúcej deformačnej zóny. Z toho vypočítaná ohybová sila je presnejšia a spoľahlivejšia ako výsledok vypočítaný podľa zvyčajne odporúčaného vzorca. Teraz uveďte príklad na ilustráciu, ako je znázornené na obrázku 4.

Obrázok 4 Nová metóda výpočtu
Známe: Hrúbka plechu S=6mm, dĺžka plechu l=4m, polomer ohybu r=16mm, šírka otvoru spodnej matrice V=50mm a pevnosť v ťahu materiálu σb=450N/mm2. Nájdite ohybovú silu potrebnú na voľné ohýbanie.
Najprv nájdite pomer strán a pomer priemeru k šírke:
![]()
Po druhé, vypočítajte šírku priemetu deformačnej zóny:

Nakoniec použite rovnicu (1) na zistenie ohybovej sily:
![]()
Ak sa na výpočet ohybovej sily použije obvyklý odporúčaný vzorec:
![]()
Od ![]() = 1,5, je vidieť, že rozdiel medzi nimi je 1,5-násobok. Dôvodom tejto chyby je, že polomer ohybu v tomto príklade je relatívne veľký a zodpovedajúca deformačná oblasť je zväčšená, takže pri ohýbaní je potrebná väčšia ohybová sila. V tomto príklade pomer priemeru k šírke = 0,32, čo prekročilo dodatočné podmienky parametrov uvedených vyššie. Je evidentne nevhodné použiť na výpočet ohybovej sily zvyčajne odporúčaný vzorec. Na tomto príklade môžete vidieť výhody novej metódy výpočtu.
= 1,5, je vidieť, že rozdiel medzi nimi je 1,5-násobok. Dôvodom tejto chyby je, že polomer ohybu v tomto príklade je relatívne veľký a zodpovedajúca deformačná oblasť je zväčšená, takže pri ohýbaní je potrebná väčšia ohybová sila. V tomto príklade pomer priemeru k šírke = 0,32, čo prekročilo dodatočné podmienky parametrov uvedených vyššie. Je evidentne nevhodné použiť na výpočet ohybovej sily zvyčajne odporúčaný vzorec. Na tomto príklade môžete vidieť výhody novej metódy výpočtu.
Záver
Tu uvedené kroky a vzorce na výpočet ohybovej sily nie sú použiteľné len pre uhlové ohýbanie plechu, ale aj pre oblúkové ohýbanie (presne povedané, malo by sa nazývať uhlové ohýbanie s mimoriadne veľkým polomerom ohybu). Je potrebné zdôrazniť, že tvar formy je zvláštny, keď je plech ohnutý do tvaru oblúka. Pri výpočte priemetu deformačnej zóny sa musí počítať podľa technologických parametrov stanovených v technologickom postupe, ktoré nemožno vyjadriť jednoduchým vzorcom.
Pri navrhovaní formy v tvare oblúka pomocou metódy uvedenej v tomto článku na výpočet ohybovej sily možno dosiahnuť uspokojivé výsledky.
Súvisiace produkty
 Ako si vybrať vhodnú matricu ohýbačky ohraňovacieho lisu
Ako si vybrať vhodnú matricu ohýbačky ohraňovacieho lisu- Ako si vybrať tonáž hydraulického ohraňovacieho stroja
- Prečo pridať kompenzačný systém k ohýbaciemu lisu
- WILA Efektívne riešenie ohýbania stredných a hrubých plechov
- Využite zručnosti CNC ohýbačky
- Výhody vláknových laserov pre ich budúcu priepustnosť v popredných odvetviach
- Konvenčná postupnosť ohýbania a špecifikácia denného používania formy ohýbačky
- Kantonský veľtrh
- Čo je korunovanie lisu
- Ako vypočítať povolený ohyb pre váš ohraňovací lis